![]()
銷售熱線:15637161999 0371-64696720
![]()
銷售熱線:15637161999 0371-64696720

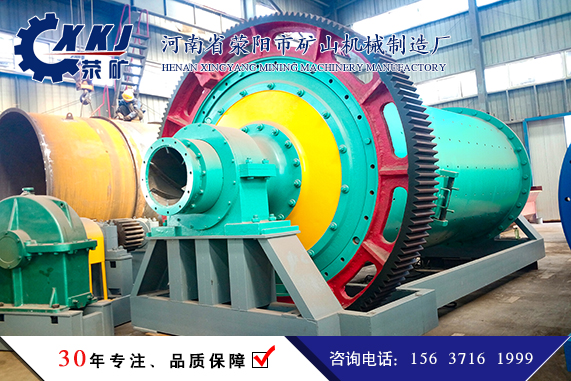
球磨機襯板作為球磨機拼裝置件的重要組合,是球磨機全體磨損較快的一部分,平常要注意對球磨機襯板的保護看,并注意及時更新。球磨機的襯板在筒體內的擺放不該構成環形空隙。裝置具有方向性的襯板時,其方向和方位應契合設備技能文件的規則。端襯板與筒體襯板、中空軸襯套之間所構成的環形空隙運用木楔(濕法作亞)、鐵楔或水泥(干法作業)等資料阻塞;襯板與襯板的空隙不該大于15 毫米。固定襯板的螺栓應墊密封墊料和墊圈,以防漏出礦漿和礦粉。隔倉板算孔的大口朝向出料端。
球磨機的主機裝置好之后,大概查看與調整軸頸和筒體的中心線。其同心度差錯每米長度內不允許超越0 . 25 毫米,球磨機的縱、橫向中心線誤差不該超越士3 毫米;標高誤差不超越生5 毫米,非自位調心軸承球磨機的水平度公役不超越0.10 /l000 。最終裝置傳動裝置。應使傳動軸之軸線與球磨機軸線的平行度公役不超越0.15 / 1000。大、小齒輪嚙合的觸摸斑駁沿齒高不該小于40 % ,沿齒長不該小于50% ,且應趨于齒旁邊面的中部。大、小齒輪的嚙合除應契合前述大齒輪裝置的有關需求外,嚙合的側空隙應契合選礦設備的裝置規程。球磨機裝置師傅要注意做到位。

干式球磨機的進料漏斗或風掃式球磨機的進料管拼裝時,觸摸處應密封杰出,不漏粉塵;當選用旋轉式觸摸時,轉變應靈敏。球磨機裝置結束應空作業(不加介質和物料)8 小時,其間傳動齒輪不該有不正常的響聲;襯板不得有敲擊聲;減速機振幅不超越0.05 毫米; 傳動軸振幅不超越0.08 毫米; 主軸承振幅不超越0 . 1 毫米。主軸承端面圓跳動應契合前述裝置時的需求。空轉合格后,進行負荷試作業。發動前應向筒內裝人20%~30%的研磨介質,發動后加人物料,每作業2 小時補加10 % ~ 25 %的介質直至滿負荷,持續作業24 小時。如過一切正常,就可以投人正式運用。管球磨機的試作業大概依照設備技能文件的規則進行,整個環節都要仔細。
球磨機的裝置是球磨機高效完結作業的條件,因而,在裝置球磨機時一定要仔細,每一步都做到位。
總頁數:1 頁 第 1頁